您身边的洁净室验证仪器专家

国家标准委员会发布了GB/T 13554-2020《高效空气过滤器》标准,如下:

解读如下:
标准规定了高效空气过滤器和超高效空气过滤器的分类与标记、材料、结构与生产环境、技术要求、试验方法、检验规则、标志、包装、运输和贮存等。
该标准修改了过滤器分类体系,原为A、B、C、D、E、F级,现改为高效过滤器:35、40、45三级;超高效空气过滤器:50、55、60、65、70、75六级
旧标准:

新标准:

规定了滤纸纵向抗张强度应不小于0.7 kN/m, 横向抗张强度应不小于0.5 kN/m。
要求滤料在(3.5±0.2)kPa压力下的厚度不宜超过0.40 mm,且应均匀无硬块,滤料表面不应有裂纹、擦伤、针孔和色斑等。
关于边框宽度,应为15mm~20mm。对边长不小于600mm的过滤器,框架边框宽度宜为20 mm。
关于边框的材质及厚度要求:冷轧钢板厚度应为1.0 mm~2.0 mm,成型焊接后应镀锌、喷塑或采取其他防锈措施;铝合金板厚度宜为1.5 mm~2.0 mm;不锈钢板厚度应为1.0 mm~2.0 mm。
高效密封部件的要求:
压条(密封垫)密封:密封垫用邵尔AO型硬度计测得的硬度应为28±5。密封垫压缩永久变形应不大于60%(60%,22 h,70 ℃)。密封垫应整体或拼接成形,拼接应在拐角处,且宜采用Ω型或燕尾型连接方式,连接处应使用黏结剂粘接牢固。整个密封垫的拼接应不超过4处。密封垫与边框应粘接牢固,密封垫的内外边缘不应超过边框的内外边缘。
液槽密封:刀口高度应与液槽深度相匹配,刀口高度、液槽深度应根据过滤器使用时的面风速和过滤器终阻力确定。
关于过滤器修补,每个修补面积宜不超过20mmX20mm,修补的总面积不应超过过滤器端面净面积的1%。
关于高效过滤器的生产环境要求,高效空气过滤器组装车间室内的空气洁净度等级宜达到8级,超高效空气过滤器组装车间室内的空气洁净度等级宜达到7级。
关于密封胶的要求,应齐整无裂纹,沿滤料和分隔板浸润高度应不大于5mm。
规定了高效空气过滤器效率:

规定了超高效空气过滤器效率:

过滤器阻力的要求:过滤器额定风量下的初阻力应不大于标称值的105%。
容尘量:应不低于标称值的90%,综合平均效率值与标称值末位数的偏差不应大于5,综合平均阻力应不大于标称值的110%。
给出了常见的过滤器规格尺寸及一般应用环境下的参考额定风量。
有隔板过滤器常用规格表

无隔板过滤器常用规格表

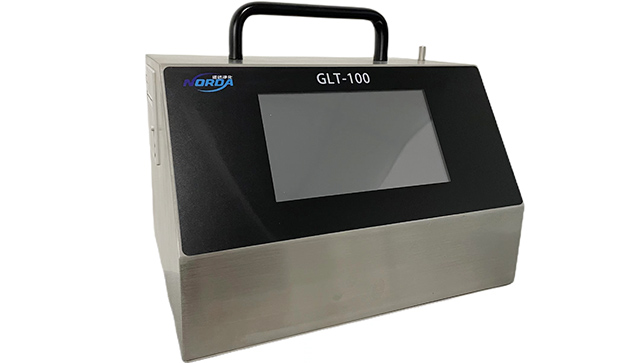
给出高效空气过滤器扫描检漏试验方法,包括粒子计数扫描法和光度计扫描法
粒子计数扫描法的要求:
要求试验气溶胶稳定性应满足30 min内所试验粒径挡总粒子浓度波动不大于10% 的要求。
试验过程中,试验气溶胶计数浓度应不大于1X107粒每立方厘米。
检漏试验可根据试验气溶胶的单分散特性选择凝结核计数器或光学粒子计数器进行。当使用光学粒子计数器进行检漏试验时,不应选择计数器的最小粒径挡进行试验。
采样探头的开口面积应为 8 cm2~10 cm2 ,形状宜为正方形。当采用矩形探头时,边长之比应不超过15: 1。选取探头的采样流量时,应保证探头开口处流速与过滤器面风速相差不大于25%。
探头开口方向应平行于气流方向,探头距过滤器出风表面距离应为1 cm~5 cm。
扫描探头应以垂直于气流的方向匀速移动,探头的移动速度应不超过8cm/s。
自动扫描机构的探头实际行走速度与设定值的偏离不应超过10%。自动扫描机构应可以对探头移动过程中的坐标及探测到的漏点进行定位和标记,探头机构在过滤器下游断面任-一点的回位.准确度宜不大于1 mm。
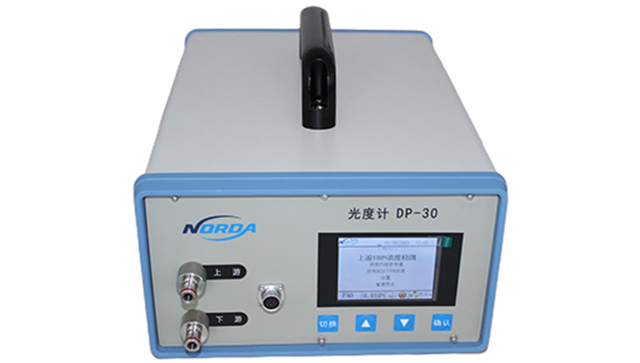
光度计扫描法的要求:
试验气溶胶应为一个或多个拉斯金(Laskin)喷嘴所发生的油性气溶胶物质(如PAO、DEHS等)。Laskin喷嘴工作压力应为133 kPa,所发生气溶胶的质量中值直径应为0.7 μm,几何标准差不应大于1.80。
要求上游气溶胶浓度至10 mg/m3~20 mg/m3。
扫描探头在距受试过滤器出风侧表面扫描检漏的距离为1 cm~5 cm。
扫描过程中,正方形扫描探头的扫描速度应不大于5 cm/s,矩形扫描探头的面积扫描速度应不大于15.5 cm2/s。
局部透过率超过0.01%的区域判定为渗漏缺陷。
此外,还介绍了其他高效空气过滤器检漏方法,如烟缕试验、双风量效率试验等
标准将于2021年02月01日实施!